

Superhard materials and tools
There are many kinds of grinding wheels, and there are various shapes and sizes, according to the abrasive wheel, manufacturing process and bonding materials are not the same, each grinding wheel has a certain range of application. If the choice is improper, it will directly affect the machining accuracy, surface roughness and production efficiency. Therefore, when grinding, the appropriate grinding wheel must be selected according to the specific situation.
So, how should you choose the right grinding wheel?
I, Classification of CBN grinding wheel
The grinding wheel made of CBN abrasive can be divided into the following four types according to different processing processes and the use of different components of the binder. Their nature and uses (referring to machining uses) are also different.
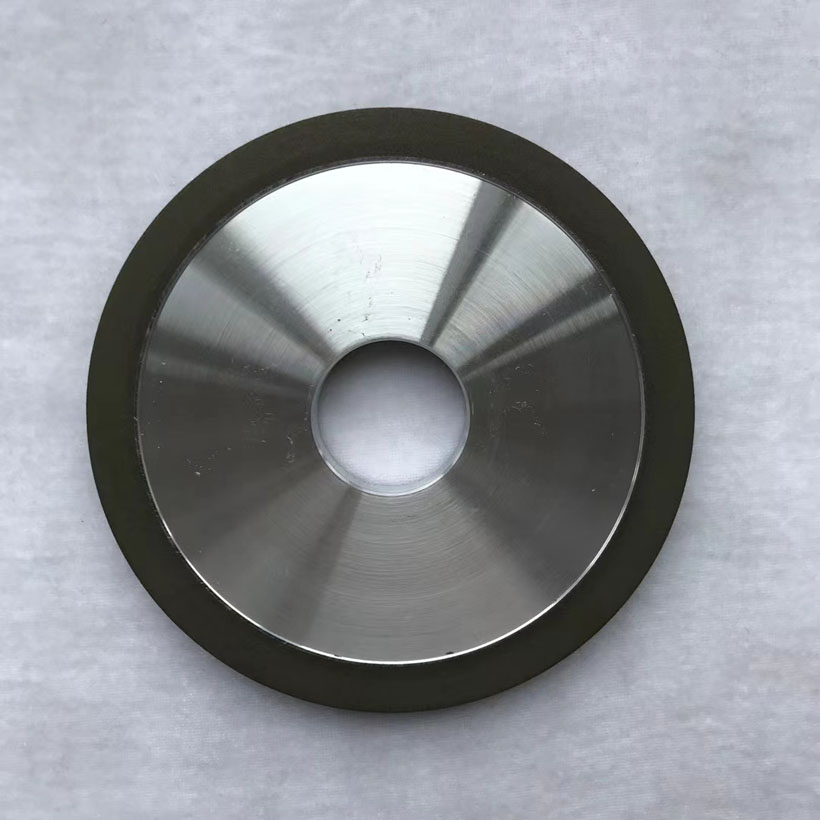
1. Electroplated diamond wheel/ diamond grinding wheel
The production process of grinding wheel is simple and the production cost is low. The molding is simple but there is only one layer of coating, which cannot be corrected, and it is difficult to know when the grinding layer is damaged during the processing. Suitable for small batch machining and geometric complex molding grinding and as a correction roller.
2, Sintered CBN/ diamond grinding wheel
This kind of grinding wheel has high hardness and high density, and is processed into high-precision correction rollers with high cost. It is mainly used for the correction roller of grinding wheel and the processing of large quantities of superhard materials.
3, Resin CBN/diamond grinding wheel
The production process of grinding wheel is simple and the production cost is low. The molding is simple but not easy to correct. For multi-shape and small batch processing. Such as tool grinding and tool processing, as well as glass processing.
4. CBN/ diamond grinding wheel with ceramic bond
A few foreign manufacturers have mastered the processing technology and the formula of the bond, and the CBN/ diamond grinding wheel of the domestic ceramic bond has also made a breakthrough recently. CBN/ diamond grinding wheel with ceramic bond has the advantages of strong grinding force, high-speed processing without burning the workpiece, can be corrected and durable, and is currently the most ideal high-speed, efficient and high-precision grinding tool.

II, The unconventional use of superhard abrasive wheel
It is generally believed that because of the large chemical inertia of diamond and iron group elements, diamond grinding wheels are not suitable for grinding gray cast iron workpieces, however, this situation only occurs at high temperatures. For example, when grinding with a diamond wheel, when the temperature reaches 650 ° C, the diamond will be oxidized in the air, and when it reaches 700 ° C to 800 ° C, it will be graphitized. At low temperatures, these materials do not react with each other. Therefore, as long as the suitable grinding speed is selected and the wet grinding method is used, and the sufficient grinding fluid is supplied, the diamond grinding wheel can completely grind the casting, which has been confirmed in the production practice. When wet grinding is used, the grinding ratio of gray cast iron grinding with diamond wheel (9600) is much higher than that of gray cast iron grinding with CBN wheel (2700).
In addition, grinding soft materials such as low carbon steel is not suitable for CBN grinding wheel, because the grinding chips generated at this time are easy to clog the grinding wheel. However, the current study believes that the ceramic bond CBN grinding wheel can be used to increase the grinding wheel line speed to form fine grinding chips, and then use high pressure injection grinding fluid to remove the grinding chips, and supply sufficient grinding fluid and other measures to prevent grinding wheel clogging. Therefore, the CBN grinding wheel can grind soft materials such as low carbon steel (hardness greater than 30HRC). However, the CBN grinding wheel is not effective for grinding any material. Usually, it is not suitable for grinding cemented carbide and the combination of cemented carbide and steel, and the diamond wheel has a better effect at this time.

III, The surface roughness and grinding efficiency of the grinding workpiece are mainly determined by the choice of particle size.
Particle size refers to the particle size of the abrasive, and its size is expressed by the particle size number. When grinding with coarse grain grinding wheel, the production efficiency is high, but the surface of the grinding workpiece is rough; When grinding with fine grain wheel, the surface roughness of the workpiece is better, but the productivity is lower. Under the premise of meeting the roughness requirements, coarse-grained grinding wheels should be selected as far as possible to ensure higher grinding efficiency. Generally, coarse grain grinding wheel is selected for coarse grinding, and fine grain grinding wheel is selected for fine grinding.
When the contact area between the grinding wheel and the workpiece is large, the grinding wheel with coarser grain size should be selected. For example, grinding the same surface, grinding with the end of the grinding wheel than grinding with the periphery of the grinding wheel to select a coarser particle size.

VI, The pressure of the workpiece, the grinding method, the material of the workpiece, etc., are the main considerations in the selection of the organization.
Organization refers to the percentage of abrasive particles in the grinding wheel volume. The division of the grinding wheel tissue grade is that 62% of the abrasive particle volume percentage is “0” tissue, and the abrasive particle volume is reduced by 2%, and the tissue is increased by one, and so on, which is divided into 15 numbers. The looser the tissue, the greater the number.
A closely organized grinding wheel can grind out a better workpiece surface, and a loosely organized grinding wheel can ensure that the grinding chips are accommodated during the grinding process and avoid grinding wheel clogging due to the large void. Usually rough grinding and grinding of soft metal, the grinding wheel is easy to jam, should choose the loose organization of the grinding wheel; In form grinding and precision grinding, in order to maintain the geometry of the grinding wheel and obtain better roughness, the grinding wheel with tighter structure should be selected. When grinding machine guide rails and carbide tools, in order to reduce the thermal deformation of the workpiece and avoid burn cracks, it is appropriate to use a loose grinding wheel; Grinding heat sensitive materials, non-ferrous metals, non-metallic materials should be used more than 12# of the grinding wheel.
Classification of grinding wheels, how to use grinding wheels